Конструкция и виды пресс-форм
Технология литья изделий из различных видов пластмасс предусматривает использование специальных форм. Они заполняются жидкой массой, которая под давлением приобретает заданную конфигурацию и кристаллизуется. Такой способ позволяет производить упаковку, крышки, игрушки, комплектующие детали, другую, всевозможную продукцию. Ключевое преимущество такого способа — возможность изготавливать изделия любой геометрии, в том числе и тонкостенные бутылки, без дополнительной финишной обработки.
Что представляет собой пресс-форма: особенности
Пресс-форма — формообразующая оснастка для производства полимерных изделий путем литья. Представляет собой сложную конструкцию пресс, состоящую из нескольких составных частей в виде особых плит, колес, вкладышей, других деталей. Условно их можно разделить на три группы: конструктивные (обеспечивающие), технические (исполнительные) и управляющие.
- Элементы конструктивного назначения
Детали этой группы выполняют функцию обеспечения правильной и слаженной работы исполнительных элементов. Помимо фиксации плит и других деталей в заданном положении, в их задачи входит связь с механизмом замыкание, закрытие и открытие, а также охлаждение пресс-формы.
В категорию обеспечивающих элементов включены всевозможные фиксаторы, ручки, выталкиватели, втулки и др. Обычно они не соприкасаются с расплавом и изготавливаются из разных материалов.
- Элементы технического назначения
Ключевая задача деталей этого вида — формообразование готового изделия. Они отличаются повышенной прочностью, стойкостью к высоким температурам и резким ее перепадам, а также идеальной подгонкой и обработкой внутренних поверхностей. В эту категорию включены пунсоны, матрицы, кольца, вкладыши, резьбовые и формирующие знаки.
- Элементы управления
Эта группа деталей обеспечивает правильно расположения конструктивных элементов пресс-формы при смыкании составных частей. Сюда входят направляющие колонки, центраторы, запорные клинья, счетчики циклов и др.
Основные элементы конструкции пресс-форм
Базовые элементы пресс-формы рассмотрим в порядке их важности с учетом решаемых задач.
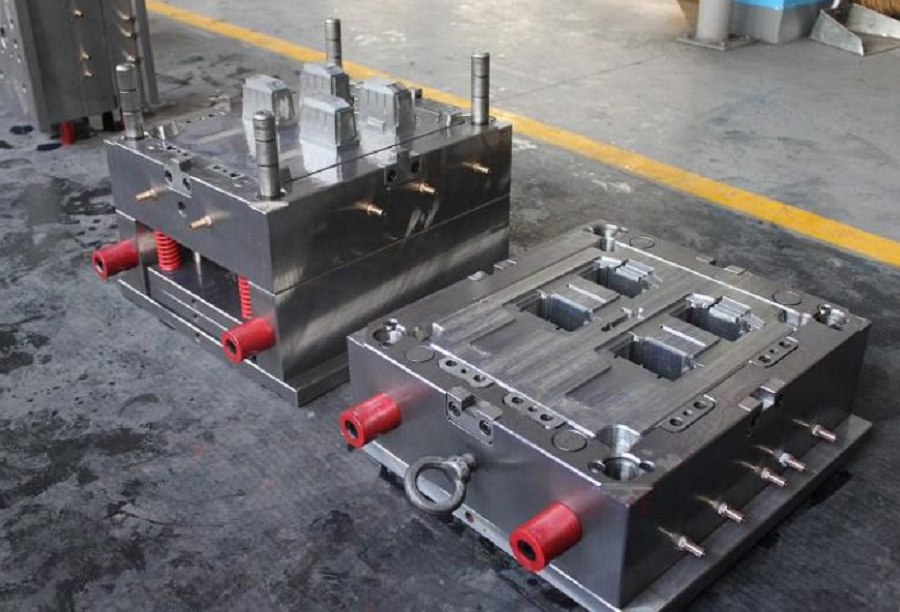
Пуансоны и матрицы
Независимо от разновидности, используемого сырья, технологии литья или вида готового изделия, основными элементами пресс-форм являются пуансоны и матрицы. Первые располагаются на подвижных частях конструкций и формируют внутренние поверхности будущих деталей. Вторые монтируются на неподвижных компонентах, формируя наружные стороны. Профили пуансонов и матриц одной пресс-формы точно копируют друг друга. Благодаря тщательной подгонке, при их смыкании образуется герметичная полость.
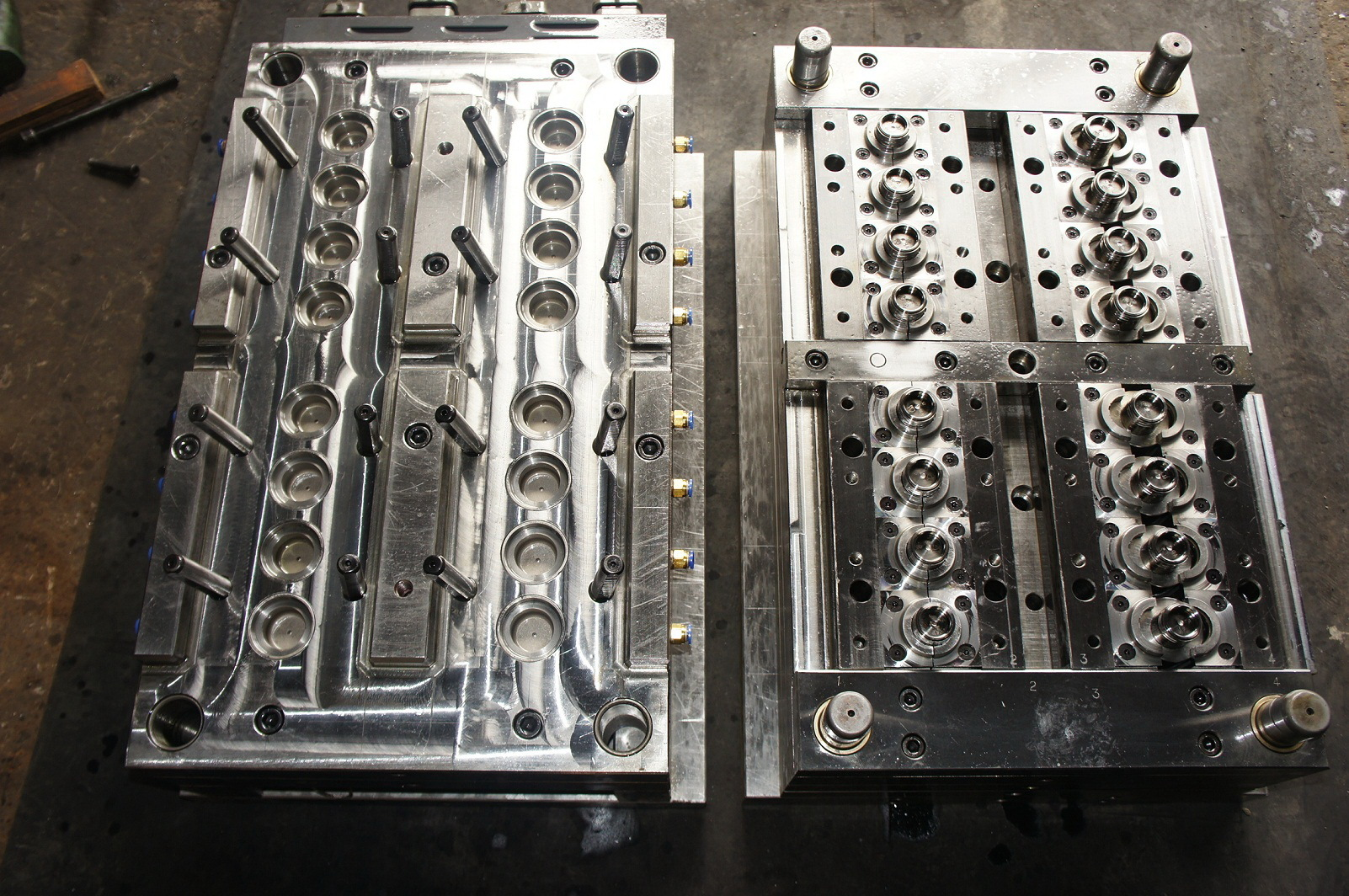
Пуансоны обычно изготавливаются монолитными. Матрицы могут быть цельными либо составными. Монолитные элементы отличаются повышенной прочностью, надежностью и долговечность. В то же время, создание базы под сложную конфигурацию будущего изделия — довольно трудоемкий и затратный процесс. Поэтому, чаще их применяют для серийного производства отливков относительно простой геометрии. Для изготовления деталей сложной формы дешевле использовать составные матрицы.
При смыкании комбинация матрицы и пуансона формирует внутри полость, которая определяет конфигурацию и размеры будущего отливка. Расплав заливается внутрь герметичной сборки под давлением через специальные каналы — литниковые втулки, предусмотренные в матрице.
Учитывая высокие нагрузки и воздействие агрессивных факторов, пуансоны и матрицы изнашиваются довольно быстро. Средний ресурс не превышается 4–6 лет. Для продления срока службы после каждого цикла литья оснастка тщательно очищается.
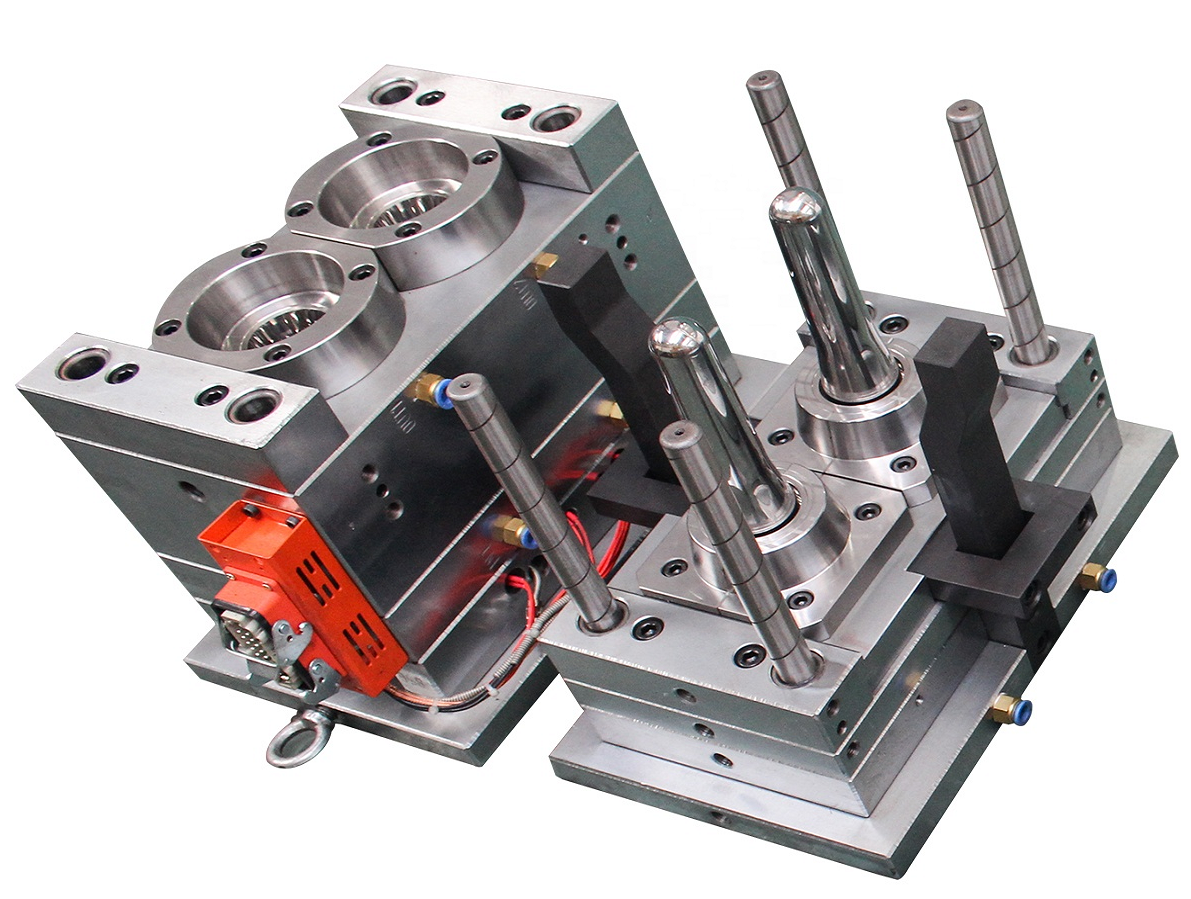
Формообразующие приспособления
Изготавливать пресс-формы можно любой сложности, в том числе и штампы, позволяющие отливать изделия с нужными отверстиями, окнами, пазами и другими элементами без использования дополнительных приспособлений. Однако, стоимость таких моделей довольно высокая.
Более практичный вариант — производство пресс-форм универсального типа с более простой конфигурацией профилей пуансонов и матриц. В то же время, при необходимости создания различных углублений, пазов, отверстий и других элементов на поверхности готовых изделий проще применять дополнительные, съемные элементы: закладные знаки и ползуны.
Закладные знаки
Установка таких деталей внутри пресс-формы выполняется для создания карманов, пазов, сквозных окон, других элементов внутри будущего изделия. Закладные могут крепиться подвижно, с возможностью вращения или стационарно. Их компоновка бывать монолитной или составной.
- Знаки с неподвижным креплением применяется для элементов, которые участвуют в выталкивании отливка.
- Статичные приспособления после литься извлекаются вместе с изделием.
- Вращающиеся знаки используются, когда нужно создать внутреннюю резьбу
Ползуны
Специальные элементы подвижного типа позволяют создавать сложные грани будущих изделий. С помощью внешнего или внутреннего привода они смещаются в направлении перпендикулярном линии смыкания матрицы с пуансоном.
Литники
Чтобы организовать подачу расплава внутрь прессформы, формируется литниковая система. Сложность ее компоновки определяется технологией (холодное литье или горячее) и конфигурацией будущего изделия. Наиболее дорогие литники горячеканального типа комплектуются сложной схемой разводящих каналов с соплами и механизмами автоматического управления клапанами.
Для холодного литья обычно применяются двух- или трехлитые литники. Сложность их компоновки также зависит от формы и размеров отливков.
Вкладыши
При необходимости ассиметричных пазов, отверстий и других элементов используются особые вкладыши. Их расположение внутри пуансонов или матриц зависит от требуемого местоположения планируемого углубления на поверхности отливка.
Резьбовые знаки
Гайки, штифты или другие приспособления предварительно запрессовываются в закладные знаки. Затем сборный элемент устанавливается внутри пуансона или матрицы. После завершения изготовления нужного количества деталей, приспособление извлекается из формы и разбирается.
Классификация: виды и модели пресс-форм
Для классификации пресс-форм предусмотрено несколько критериев:
- Принцип литья: прямое или литьевое прессование.
- Мобильность: стационарные либо съемные.
- Степень автоматизации: ручные, полуавтоматические или автоматические.
- Смыкание пуансона с матрицей: по вертикали либо по горизонтали.
- Число изделий: одно- или многогнездовые.
- Ресурс: количество циклов смыкание-размыкание.
- Схема нагрева: водяная, масляная либо электрическая.
- Схема охлаждения: канальная, полостная или комбинированная.
Технология изготовления пресс-форм
Пуансоны и матрицы для пресс-форм под холодное литье проектируются и изготавливаются из высокопрочных сортов стальных сплавов с последующей закалкой до уровня 54–65 HRC. Чаще в качестве сырья используется инструментальная 6ХВ2С или коррозионностойкая 40Х13 сталь. Для оснастки под горячее литье обычно применяются износостойкие сплавы стали повышенной прочности и термостойкости, чтобы обеспечить максимальную стабильность формы.
Технология изготовления пресс-форм предусматривает первичную механическую обработку с последующим термическим воздействием. Закалка повышает износостойкость конструктивных элементов, значительно продлевая срок службы. В завершение детали подвергаются тщательной доводке соприкасающихся поверхностей, отверстий и каналов, в том числе и путем полировки. Повышенное внимание уделяется состоянию ребер жесткости. При необходимости, они наращиваются и упрочняются.